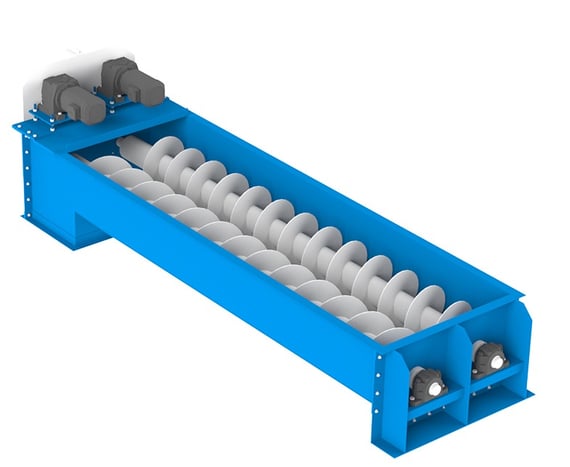
At Brewline, our screw conveyors are expertly designed to move bulk materials with precision, efficiency, and minimal maintenance. Built for demanding industrial environments, these systems offer a versatile solution for handling a wide variety of materials — from powders and granules to semi-solid substances.
Whether you're operating in food processing, chemicals, agriculture, or manufacturing, our screw conveyors are engineered to integrate seamlessly into your production line and maintain consistent flow, even under tough conditions.
🔩 Key Features:
Custom-Built to Fit
Length, diameter, pitch, and material — fully tailored to your process and space.Durable Construction
Fabricated using high-grade stainless steel or mild steel to suit your application.Sealed for Safety & Hygiene
Dust-tight, vapor-tight, and optional CIP (Clean-in-Place) systems available.Inclined or Horizontal Operation
Flexible configurations to optimize floor space and flow efficiency.Low Maintenance, Long Life
Designed for reliability with reduced wear and easy component access.
🚀 Applications:
Dry bulk material transport
Powder handling (flour, cement, chemicals)
Semi-solid product movement (sludge, dough, mash)
Metered feed into processing equipment
Discharge from silos, bins, and hoppers
🛠️ Why Choose Brewline?
With years of experience in industrial automation and engineering, Brewline delivers conveyor systems that not only meet industry standards but exceed operational expectations. Our team works closely with clients to understand their process and deliver conveyor solutions that truly fit.
Reliable. Scalable. Engineered for performance. That’s the Brewline promise.
Get in touch
Share with visitors how they can contact you and encourage them to ask any questions they may have.
sales@saraengg.com